
厂商 :深圳睿松达科技有限公司
地址 :广东 深圳主营产品 :除油粉 镁合金钝化液 铝酸脱 铝皮膜 脱漆剂/脱漆水 磷化液 无铬钝化液 三价铬钝化液 TX-10 五水偏硅 氢氟酸 氢氧化钠 氧化锌 硝酸 磷酸
联系电话 :15361431638


本磷化液可以在铁材表面生成一层均匀的灰色转化膜,有很好的裸膜抗盐雾性能。转化膜可以提高与涂料的结合力,有很好的防护性能。本磷化液具有以下特点:
1、能成倍提高涂层耐蚀性;
2、膜层致密、均匀、防锈能力好;
3、增加涂层与基体的密着性;
4、常温加温皆可操作,使用范围广;
5、沉渣少,消耗量少,槽液稳定;
6、适用于各种涂料。
一、 技术指标
配制比例:50~80kg/T 使用温度:常温
处理时间:8~15分钟
游离酸度(FA):0.8~1.5点 总酸度(TA):20~38点
二、 使用方法
1、槽液的配制
若配制1000L槽液,先在槽中加入清水约920L,再加入H-008:80 kg,测总酸、游离酸度;加入0.1 kg左右的中和粉,搅拌均匀,测酸度在规定范围内。使用前加促进剂5 kg。
2、槽液的调整
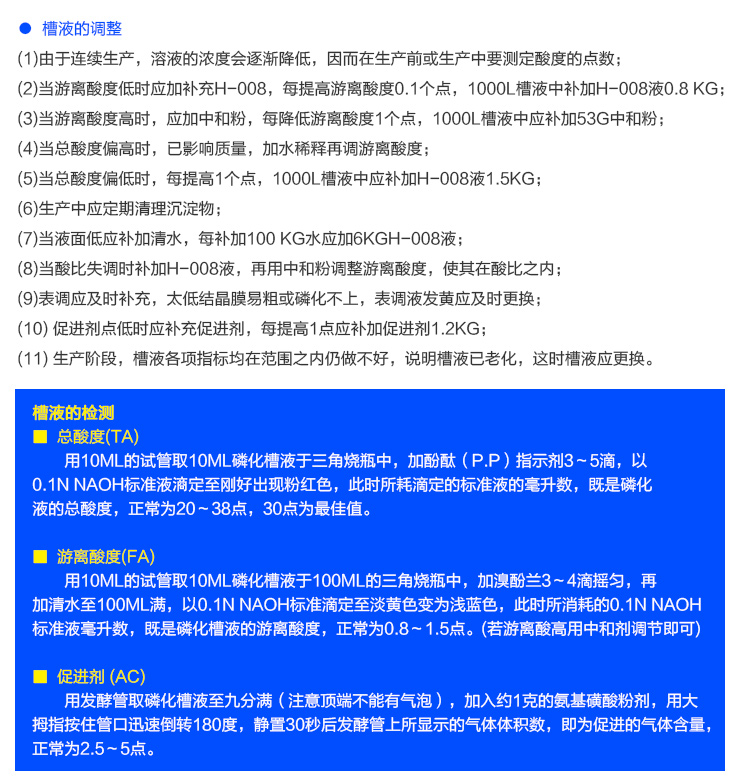
(1)由于连续生产,溶液的浓度会逐渐降低,因而在生产前或生产中要测定酸度的点数;
(2)当游离酸度低时应加补充H-008,每提高游离酸度0.1个点,1000L槽液中补加H-008液0.8 kg;
(3)当游离酸度高时,应加中和粉,每降低游离酸度1个点,1000L槽液中应补加53g中和粉;
(4)当总酸度偏高时,已影响质量,加水稀释再调游离酸度;
(5)当总酸度偏低时,每提高1个点,1000L槽液中应补加H-008液1.5kg;
(6)生产中应定期清理沉淀物;
(7)当液面低应补加清水,每补加100 kg水应加6kgH-008液;
(8)当酸比失调时补加H-008液,再用中和粉调整游离酸度,使其在酸比之内;
(9)表调应及时补充,太低结晶膜易粗或磷化不上,表调液发黄应及时更换;
(10) 促进剂点低时应补充促进剂,每提高1点应补加促进剂1.2kg;
(11) 生产阶段,槽液各项指标均在范围之内仍做不好,说明槽液已老化,这时槽液应更换。
三、 槽液的检测
1、总酸度(TA)
用10ML的试管取10ML磷化槽液于三角烧瓶中,加酚酞(P.P)指示剂3~5滴,以0.1N NAOH标准液滳定至刚好出现粉红色,此时所耗滴定的标准液的毫升数,既是磷化液的总酸度,正常为20~38点,30点为最佳值。
2.游离酸度(FA)
用10ML的试管取10ML磷化槽液于100ML的三角烧瓶中,加溴酚兰3~4滴摇匀,再加清水至100ML满,以0.1N NAOH标准滴定至淡黄色变为浅蓝色,此时所消耗的0.1N NAOH标准液毫升数,既是磷化槽液的游离酸度,正常为0.8~1.5点。(若游离酸高用中和剂调节即可)
3.促进剂 (AC)
用发酵管取磷化槽液至九分满(注意顶端不能有气泡),加入约1克的氨基磺酸粉剂,用大拇指按住管口迅速倒转180度,静置30秒后发酵管上所显示的气体体积数,即为促进的气体含量,正常为2.5~5点。
四、 通用工艺
预脱脂→脱脂→清洗→除锈→清洗→中和→表调→磷化→清洗→清洗→烘干
五、 包装与储存
25KG/塑料桶包装,储存于阴凉通风处。
六、密度的测定
⑴、玻璃仪器和计量仪器(天平)
1、玻璃仪器: 容量瓶一般为15~25ml
2、计量仪器: 天平(精确度为万分之一)
⑵、测定方法
将容量瓶先用乙醇后用*洗涤数次后,吹干称量得A,然后取样25ml于容器中,精确至刻度,再称量得B,两次称量之差为样品的重量。
⑶、计算方法:比重=(B-A)/25
⑷、 比重还可以用0––70婆美表测定.
产品规格: H-008
执行标准: GB6807-86
主要用途: 漆前磷化处理









