
厂商 :巨野县大义镇鲁赛金属加工厂
地址 :山东 菏泽主营产品 :陶瓷喷涂 锅炉四管喷涂火焰喷涂 耐高温涂层 熱喷锌 热喷铜热喷不锈钢 油罐防腐喷锌 喷铝镁合金 喷砂除锈
联系电话 :13905406942
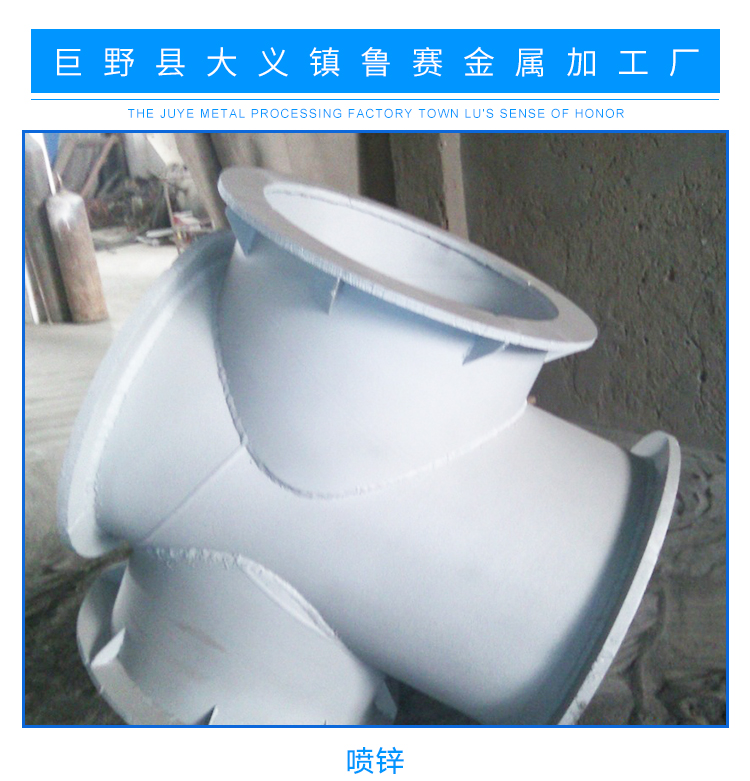






热喷锌防腐的整个施工工序分四项:表面处理→喷锌→封闭处理→质量检测 表面处理 因为表面处理的好坏直接影响镀层的质量和保护年限,因此必须首先做好基层面的预处理。按照工艺要求对基层表面采用喷砂除锈,除锈标准按照《涂装前钢材表面锈蚀等级和除锈等级》(GB8923-88)Sa3级标准,本标准具体质量要求是:非常彻底的喷砂除氧化皮、油脂、锈蚀及污物和油漆等附着物,该表面应显现出均匀的金属色泽,喷完砂后,表面用清洁干燥的压缩空气或干净刷子清理,同时也可参照《涂装前钢材表面锈蚀等级和除锈等级》(GB8923-88)Sa3级标准。 喷砂 在施工过程中,采用以下设备和措施:空气压缩机、储气罐、油水分离器、空气滤清器、喷砂罐、胶带、喷砂枪、耐磨瓷嘴。除锈工艺流程为压缩空气进入储气罐,经油水分离器、空气滤清器,使其清洁干燥,不含油质,然后进入砂罐,经胶带将砂粒压至喷砂枪,喷射金属基体。按上述设备条件进行施工,表面处理即可达到Sa3标准,其表面粗糙度40um-60um在此时金属表面的电极电位与活化程度和涂层的粘结力均达到最佳参数。 喷锌 喷砂完成2-3小时之内就应完成喷锌工作。因为经过喷砂处理后基体表面的电极电位值比处理前的电极电位值有较大程度的电位差,使基体表面达到电极电位最小值,此时基体表面活化程度达到最大参数,基体表面电极电位镀层结合强度最高,在2-3小时内基体表面的电极电位基本是稳定的。随着时间的增加,其表面的电极电位值开始升高,活化强度减弱,镀层与基体的结合强度下降,这是由于表面氧化膜生成的厚度在喷镀颗粒撞击表面时,2-3小时之内,很薄的氧化膜很易被高速趋行的喷镀颗粒击破。2-3小时之后,氧化膜则对镀层与基体起着隔绝的作用,从而破坏镀层与基体的附着。锌含量不低于99.5%-99.7%,无油污的优质锌丝。









