厂商 :河北志灿五金焊接材料有限公司
地址 :河北 邢台主营产品 :五金交电合金 上海电力焊材 上海斯米克焊材 气保焊丝 埋弧焊丝 日本神钢 砖机口 铸铁焊条 进口焊条
联系电话 :15613985016
药皮类型:钛钙型
|
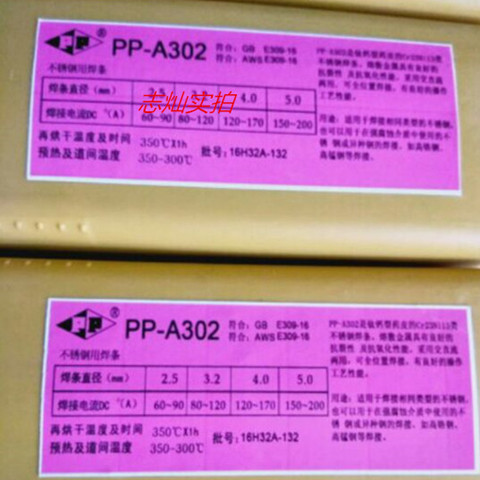
特性与用途: 1、A212是钛钙型药皮的含Nb稳定剂的Cr18Ni12Mo2Nb不锈钢焊条。其熔敷金属比A202、A207具有更好的抗晶间腐蚀性能。有优良的操作工艺性能,可交直流两用。 2.用于重要的06Cr17Ni12Mo2、022Cr17Ni12Mo2等不锈钢的焊接,如尿素合成塔、维尼纶设备等接触强腐蚀介质的工件。 注意事项:
1. 焊前焊条须经300℃烘焙1h。 熔敷金属化学成份 (wt%):
参考电流(AC、DC+)
|