
厂商 :本野机械设备有限公司
地址 :广东 东莞主营产品 :二手慢走丝 二手高速机 二手镜面火花机 二手平面磨床 二手无心磨 二手大水磨 二手内外圆磨 二手外圆磨
联系电话 :13728338849
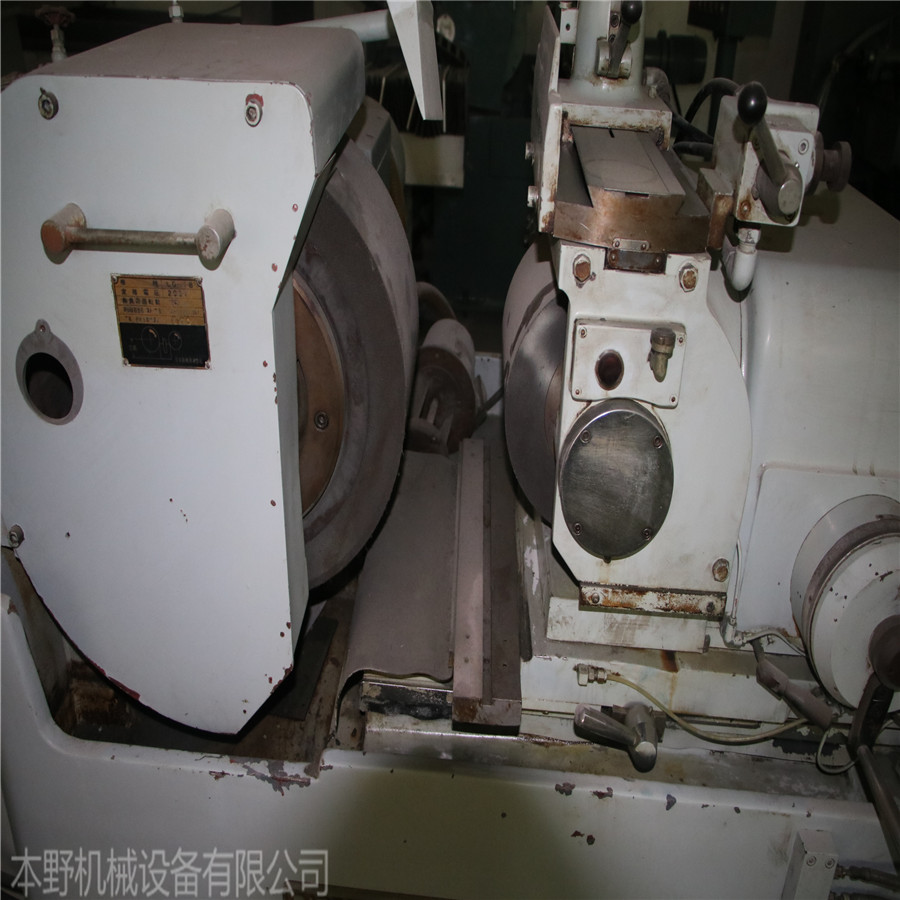
现货出售六台二手无心磨二手日本精机无心磨日本进口二手磨床
砂轮尺寸:?455mm/W205mm/?255mm
马达功率:11KW
功能简介
1.主轴传动结构:滑动轴承
2.调整车进给精度:0.001mm
3.加工范围:?1mm-?75mm
4.加工精度:0.003mm以内

公司:本野机械设备
联系人:田小姐
电话:13728338849
微信:13728338849
公司网址:www.dgmotono.com
无心磨在调整处于通磨状态时要想改变成切入磨是不是要把修整角度和磨削角度调回零度重修导轮才能进行磨削?
日本精机无心磨也是一样的 精磨一般是1.5-2.0度 粗磨就可以打到4.0以上进口的设备没有多大的区别,两边效果是一样的,但是关联到位移量的时候就有所区别如果把砂轮的形状修成直线状,而没有两边的倒角形状,这样磨削是不是会影响产品的粗糙度一般情况下是砂轮是不倒角的,不过在特殊的情况下需要调整一般是调整导轮修改面磨削位置。看过以前研究过不过我们这里切磨导论倾角也和通磨一样导轮修整成两边凸中间凹的弧度大么,我观察了我工厂那台磨床,没感觉有凹凸的感觉啊,还有刚进一台日本精机无心磨,也没发现导轮有凹凸的感觉啊导轮中间凹 工件切削点一前一后 无心磨中间是不是磨不到修正角度和倾斜角度不能是同样的数值只能两边磨削到,砂轮的中间接触到工件很轻因为工作的原因,呆在端面磨一晃就是10个年头,今年年中刚调到无心磨,做的是精磨这道工序,我们公司也叫关键工序是不是中间凹个人理解:小直径工件有可能,要是无心磨工件直径大导致修整位移量较大,笔出发的地方已经过了导轮最高点,修出来就不会是中间凹了,只是曲线的一部分,假设这个导轮无限长,你可以想像凹的地方应该已在操作者身上或某个地方了。理论上修刀笔走的那条直线就应该是工件和导轮的接触线。
现货出售六台二手无心磨二手日本精机无心磨日本进口二手磨床。









