
厂商 :宁津县博涵机械有限公司
地址 :山东 德州市主营产品 :铸铁过滤网 铸钢过滤网 铸铝过滤网 铸铜过滤网 泡沫陶瓷过滤 蜂窝陶瓷片 陶瓷过滤器 铝液分流袋
联系电话 :15166953733
铝液过滤袋的材料是耐高温的高硅氧纤维网,浸涂以专用的耐高温涂料制作而成。主要用于铝棒浇注中,放置在铝液流槽中用来过滤铝液中的杂质(包括氧化铝皮、各种非金属夹杂等)和少量气体。作用机理是纤维网过滤大的夹杂物,纤维束吸附部分小的夹杂,网格状分流细化铝液从而把铝液中的少量气泡带到表面逸出。通过使用过滤袋可有效提高棒材的韧性和力学性能,减少铸造缺陷,提高成品率2%,可以和陶瓷过滤板配合使用。
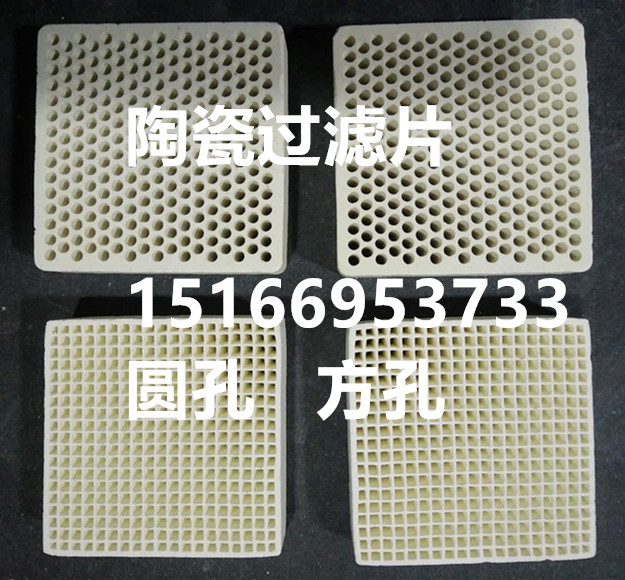
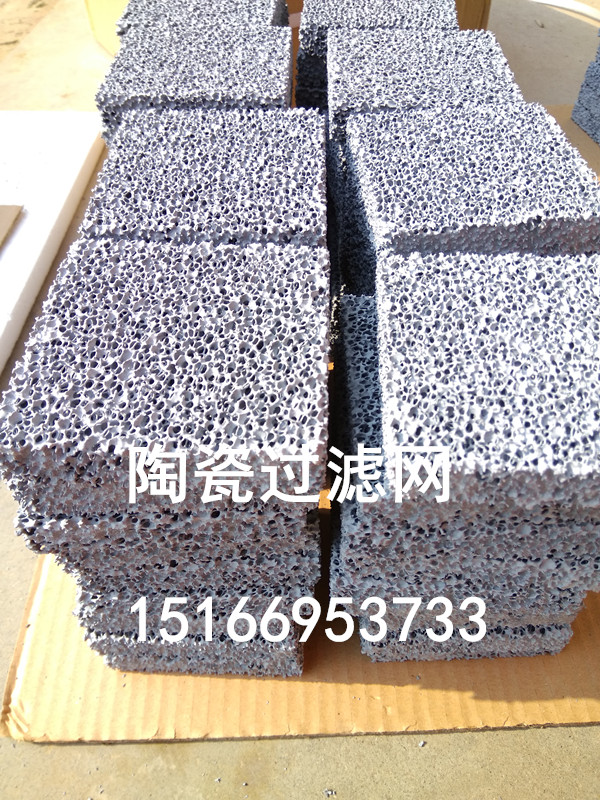
泡沫陶瓷过滤网及其使用方法
Foam Ceramic Filter Screen and Its Application
为了防止夹杂,提高铸件的内在质量,对一些要求表面光洁度高和致密性好的铸铁件,在浇注系统中设置过滤网是十分必要的。泡沫陶瓷过滤网是最有效的铁水过滤器。近年来已作为铸造工艺的新技术在一些工厂推广应用。本文总结了泡沫陶瓷过滤网的技术资料,供同行参考。
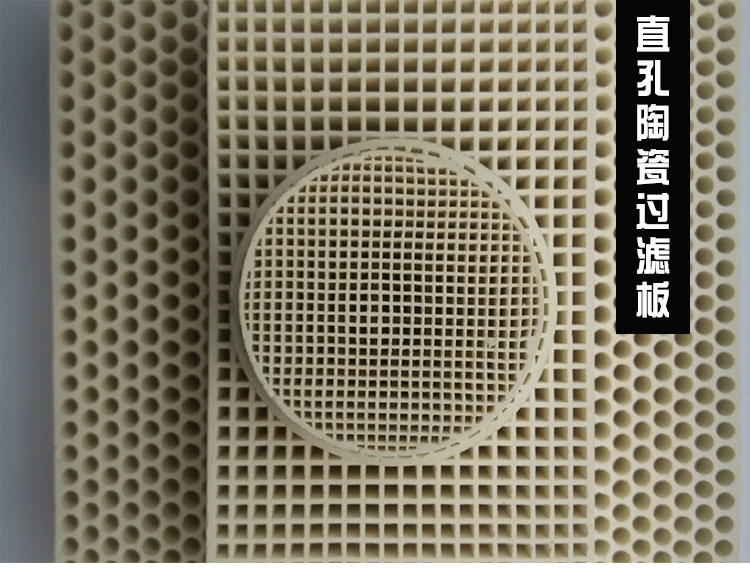
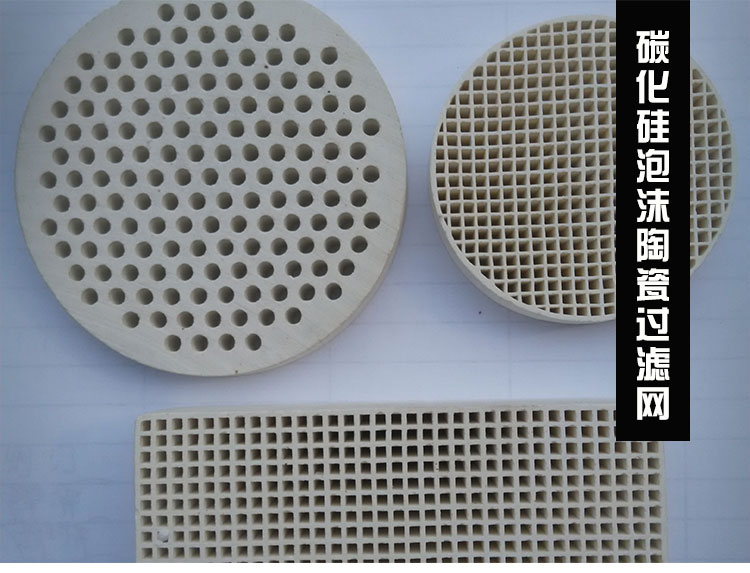
1、泡沫陶瓷过滤网的构造、材料及尺寸参数
泡沫陶瓷过滤网是把聚氨脂泡沫塑料切断成所要求的形状,再用陶瓷浆浸泡、粘着,经干燥和焙烧而成的。
1、1 构造
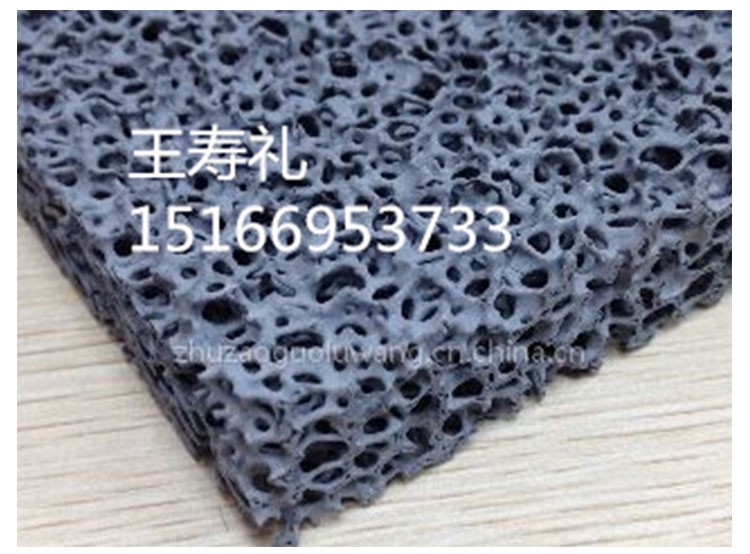
泡沫陶瓷过滤网具有三元网目的连续通孔的骨架结构,约有85%的孔隙率。因此五铁水接触有在的骨格状比表面积。
1、2 材料
为了能承受1400-1500摄氏度高温铁水的冲击并具有高温强度以及作为回炉料时对铁水成分和炉衬腐蚀无不良影响,其选用材料以硅为主,并可添加矾土、硅石和磷酸铝。
1、3、1 网眼大小
根据过滤要求及浇注特性,一般分为三种:10ppi(主要用于铸钢和球墨铸铁)、15ppi(主要用于灰铸铁和马氏体铸铁)和20ppi(铝合金及要求更高过滤效果的铸铁),已商品化。
1、3、2 形状及规格
从过滤效果、使用强度及简化操作的原则出发,形状多为正方形、长方形和圆形,厚度有13mm、15mm和22mm。
2、泡沫陶瓷过滤网的功能
泡沫陶瓷过滤网有过滤及整流两大功能。
2、1 过滤
过滤是泡沫陶瓷过滤网的最重要的功能,可归纳为如下三个方面(为明确起见,我们以铁水举例,而过滤网应用还可以是铸钢、铸铜和铸铝):
(1) 飘浮分离 从浇口杯浇入的铁水,由于在直浇道底部或横浇道处放置了泡沫陶瓷过滤网,铁水能有瞬间停留,使密度小的以熔渣为主体的夹杂物与铁水飘浮分离,这种现象在直浇道处于充满状态时还在继续进行。
(2) 表面过滤(双向过滤) 没有浮起的大的熔渣等夹杂物在铁水通过过滤网时被过滤网表面捕捉。而且,被捕捉的夹杂物与过滤网形成更细小的滤孔,这样捕捉后继的夹杂物,进而提高了过滤效果。但这种表面过滤的同时,保全滤孔堵塞,也会使浇注状况恶化。
(3) 内部过滤(三元过滤) 内部过滤是泡沫陶瓷过滤网最优的过滤功能。经上述两项过滤功能未除去的夹杂物在铁水通过其内部的曲折通道时,与具有大表面积的过滤网骨架反复接触和碰撞,从而粘着和去除。并且由于骨架表面的主要SiC在焙烧中被氧化变成极薄的玻璃质SiO2,在过滤过程中SiO2被铁水的热量软化,对夹杂物产生“粘虫胶”效果,使与骨架撞击和接触的夹杂物难以逃脱。
2、2 整流
在浇注系统中设置过滤网,不仅因为有大的孔隙率避免浇注缓慢,还由于它的三元骨架构造而使铁水流动平稳,实现理想的“匀速浇注”,简化了浇注技术。除此之外还具有下列作用:
(1) 防止涡流 小容量的直浇道浇注时气体比铁水先充满,设置过滤网可防止浇注初期铁水在浇口杯产生涡流,避免空气卷入,有利于夹杂物的浮起。
(2) 缓和流速 铁水流通过过滤网时与骨架撞击,不仅流速变化,流动方向也有所改变,铁水均匀和平稳地注入型腔,大大减低了铁水的氧化程度。
(3) 均匀搅拌 铁水流通过过滤网骨架时不断地被分开后又合拢,直到搅拌铁水和均匀成分的作用,可使添加的合金、孕育剂和球化剂等颁布更加均匀。所以,对型内孕育和球化处理有特别的效果。
3、泡沫陶瓷过滤网的使用方法
3、1 泡沫陶瓷过滤网的选择
使用过滤网时必须根据所希望过滤的效果及过滤网的过滤能力(浇注重量)来选择适宜的网孔大小及尺寸规格。也应当考虑被过滤金属液中的夹杂物的含量和性质以及金属液的种类及温度。泡沫陶瓷过滤网的最大过滤能力可参照表2。
由于使用泡沫陶瓷过滤网比未使用时浇注时间慢10%-20%,因此对要求快速浇注的排气管及薄壁而形状复杂的铸件宜采用大网眼、大尺寸的过滤网。
3、2 泡沫陶瓷过滤网使用上的注意点
为了防止过滤后金属液产生紊流,一般采用弱封闭、半封闭或开放式的浇注系统。它在浇注系统中有水平、垂直和倾斜多种放置方法。一箱多件时为了减少过滤网的成本,以在直浇道底部水平放置为多;一箱一件时宜垂直放置在靠近铸件的横浇道上。
为避免因放置过滤网而导致浇注温度下降和浇注速度缓慢,必须加强对金属液温度的管理且不能忽视浇注前的除渣作业。
此外,在工艺方案上为了不在过滤网处产生铁水漏流和型砂掉落,以及避免浇注速度的过滤缓慢,必须注意如下几点:
(1) 过滤网的模型尺寸比过滤网大1mm以留有间隙,使过滤网完全下落至过滤网座上(过滤网的尺寸精度:长和宽+1、-1.5mm,厚+0、-2.5mm)。
(2) 为了提高过滤效果,防止浇注速度过低,过滤网前后浇口要扩大,保证过滤面积为直浇道或横浇道断面的3-4倍。
(3) 过滤网应放于有压头效果的位置,如分型面。放在浇口盆或浇口杯下,浇注压头低,易造成浇不足。
(4) 横浇道中设置过滤网应尽量放于靠近铸件的位置。过滤网以后的浇口可尽量简单,尺寸短,以使铁水匀速流入型腔,也能提高工艺出品率。
(5) 在直浇道底部放置时,若浇包与过滤网之间的落差大或直浇道直径大时,为了防止铁水直接冲坏过滤网,可略错开直浇道放置。
(6) 一块过滤网的过滤能力最多为几百千克,如放置多个过滤网可生产20吨左右的铸件。此时,过滤网放在多道的内浇口上,因浇口截面积扩大约2倍,可有效地发送铸件的表面质量。
(7) 在垂直分型工艺上应用时,为了不影响生产效率,简易、快速而准确地放置过滤网,可将过滤网预先安放在用树脂砂制作的环座上,再与型芯一起下入铸型。
4、泡沫陶瓷过滤网的使用效果
(1) 能有效地除气和挡渣,这不仅降低了铸件废品率,还提高了铸件的外观质量和内在质量。
(2) 在浇注系统前部设置过滤网排除了杂质,浇注系统后部设计可短而简单化,节省铁水,提高工艺出品率。
(3) 由于使用泡沫陶瓷过滤网净化了铁水,能综合地发送铸件的力学性能和切削性能。还可以减少加工余量,缩短加工工时和减少刀具的消耗。







