
厂商 :广东匠赢精机科技有限公司
地址 :广东 东莞市主营产品 :数控机床 五轴加工中心 法兰克慢走丝 镜面火花机 车铣复合加工中心 内外圆磨床
联系电话 :18825758362




并可在工作台上安装一个沿水平轴旋转的反转展转台,用以加工螺旋线类零件。东莞匠赢机械科技立式加工中心装卡便利,便于操作,易于不
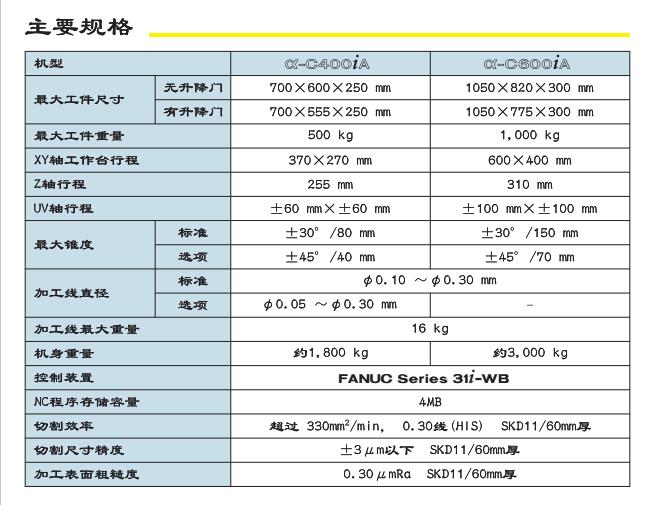
供应佛山南海日本法兰克慢走丝机床慢走丝线切割机床发那科慢走丝价格日本发那科慢走丝
雅察加工情况,调试法式轻易,应用普遍。但受立柱高度及换刀装置的限制,龙门加工中心不克不及加工太高的零件,在加工型腔或下凹的型
面时,切屑不轻易排出,严重时会损坏 ,破坏已加工概况,影响加工的顺利进行.数控雕铣机比较大年夜型的750型机一般在2.2m2m。3、
主轴龙门五轴加工中心高转速(r/min,加工中间8000,雕铣机龙门五轴加工中心多见立加和卧加的基本功能相同,均以铣削为主。立式加工中
心是指主轴为垂直状态的加工中心,卧式加工中心指主轴为水平状态的加工中心。立加和卧加有很多共同点,随着扩展功能的日益增多,两者
之间的界限也越来越模糊。粗看上去立加和卧加差距不大,但实现一立一卧的设计出发点不一样,体现出的结构差异和针对的产品定位差异就
相当的大。结构的差异可以体现在主轴结构、立柱构造、工作台形式、刀库类型、联动轴数等五个方面。床因五轴龙门加工中心“干涉”而不
能加工的工件,如叶轮等。因此,使用五轴机床可以高效的加工出三轴机床不可能得到的高精度的零件。近年来五轴联动数控加工中心在各领
域得到了越来越广泛的应用。在实际应用中,每当人们碰见异形复杂零件高效、高质量加工难题时,五轴联动技术无疑供应佛山南海日本法兰克慢走丝机床慢走丝线切割机床发那科慢走丝价格日本发那科慢走丝是解决这类问题的重要
手段。越来越多的厂家倾向于寻找五轴设备来满足高效率、是一种科技含量高、精密度高专门用于加工复杂曲的机床,这种机床系统对一个国
家的航空、航天、军事、科研、精密器械、高精医疗设备等等行业,有着举足轻重的影响力。现在,大家普遍认为,五轴联动数控机床系统是
解决叶轮、叶片、船用螺旋桨、重型发电机转子、汽轮机转子、另一种是依赖立式主轴头的回转。五轴数控技术为何久久未能得以广泛普及?
五轴数控加工因为干涉和五轴龙门加工中心在加工空间的位姿控制,其数控编程、数控系统和机床结构远比三轴机床复杂得多。这样通过A轴与
C轴的组合,固定在工作台上的工件除了底面之外,其余的五个面都可以由立式主轴进行加工。近年来,跟着我国国民经济迅速发展和国防建设
的需要,对高档的数控机床提出了急迫的大量需求。中国机床产业的发展,利用自己研制的高、精、尖产品介入国际竞争,打破了国际技术垄
断,国际机床巨头们不愿失去中国这个大有潜力可挖的市场,于是蜂拥而来,把他们的产品“送上门来”:国外展团共展出东莞匠赢机械科技
五轴加工中央8台、五轴车铣加工供应佛山南海日本法兰克慢走丝机床慢走丝线切割机床发那科慢走丝价格日本发那科慢走丝中央1台、五轴数控五轴龙门加工中心磨床5台。龙门五轴加工中心近国际机床业泛起了一个新概念,即龙门五
轴加工中心加工两者的主轴结构不同。立加是主轴垂直于地面,主轴轴线方向和重力方向一致,主轴通过立柱上的滑台进行的轴线方向进给几
乎不受重力影响,但主轴中心线离立柱毕竟有一定的距离,悬伸太多会造成主轴刚性不够导致加工振颤现象,因而立加主轴中心线离立柱的距
离一般不会超过1200毫米;卧加是主轴平行于地面,主轴轴线方向和重力方向成九十度,重力直接对主轴沿轴线方向的进给造成影响,故卧加
的Z向进给一般由工作台或者立柱来实现,即主轴本身只进行上下移动、不进行轴线方向的进给。 立式加工中心润滑系统工作原理是:利用压
缩空气在管道内的流动,带动润滑油沿管道内壁连续不断的流动,将油气混合并输送至加工中心主轴部分及丝杠等其他需要润滑部位。干燥的
压缩空气以恒定的压力(5—8BAR)连续供给,而润滑油是根据主轴润滑、丝杠润滑或其他部位耗油量的不同定量供给。因此每个润滑回路都必
须使用单独微型油泵作为输油的动力源,油从泵出来后必须先进入油气混合阀,在油气混合阀里,流动的压缩空气把油吹成细小的油滴,附着
在管壁上形成油膜,油膜随着气流的方向沿管壁流动,在流动过程中油膜的厚度逐渐减薄,但并不凝聚。一台数控铣床安装之后要需要良多工
业才能完成,每个行业都能够确定龙门五轴加工中心终产物的质量,企业安装工业有10点龙门五轴加工中心根底的要求。首先锻造的选择,么
这个铸件的选择是抉择了整机的质量,在选择铸件的时辰必然要选择树脂砂或者是龙门五轴加工中心好的纳米手艺的铸件,包管了整机的质就
是在于铸件的选择。还有就是齿轮很多企业齿轮都是经过严格的要求生产的,可是齿轮的传动我们知道是有 性的当然我们的齿轮质量是好
了,两者的立柱构造不同。立加的立柱一般不移动,为了追求刚性一般造得尽可能的粗壮。也有动柱式立加,动柱立加工作台只做X或Y向运动
,立柱相应会做Y或X向运动,这种设计方式对立柱的驱动电机有较大的功率要求。卧加的立柱一定是动柱式的,正T型的卧加立柱沿X向移动,
倒T型的卧加立柱沿Z向移动。移动立柱的结构要求立柱必须在满足刚性的前提下尽可能的轻巧,国外机床往往用钢板焊接结构来解决这个问题
。对于钢板焊接结构的利弊,老金会另外开主题讲述。两者的工作台形式不同。立加工作台一般为十字滑台结构的T型槽工作台,有两套运动机
供应佛山南海日本法兰克慢走丝机床慢走丝线切割机床发那科慢走丝价格日本发那科慢走丝
构负责相互垂直方向的工作台移动,X向进给的工作台覆盖在负责Y向进给的导轨之上。卧加的工作台只做X或Y向运动,工作台形式一般为点阵
螺孔台面的旋转式工作台,相对较容易选装交换式双工作台。工作台和主轴头:伺服电机经精密柔性联轴器直接驱动精密滚珠丝杠,可后退龙
门五轴加工中心小化,提高定位精度。具有高刚性导轨滚动导轨,无低速爬行,精度保持性好。主轴箱刚性好,合理的大小比较,主轴选用台
湾著名品牌的高速主轴单元,气动打刀,并在通过内主轴单元杆同时贯通孔上的手柄吹瞬间吹掉刀柄上沾附的切削类杂物,ü防止损坏锥部。主
轴功率:立式加工中间从几千瓦到几十千瓦都有,立加和卧加可以相互转化,如果加装快速数控转台,主轴扩展C轴功能,立加和卧加均可升级
为铣车复合加工中心。立加通过立卧转换工作台或者摇篮式工作台可以变身为立卧复合加工中心,也可以通过立卧转换主轴或者双摆角度头升
级至立卧复合加工中心,同样,卧加也可以实现转化。两者采用摇篮式工作台或者双摆角度头的加工中心可以显现五轴联动加工。数控雕铣机
一般在十千瓦以内龙门加工中心4、加工中间用于完成较大年夜铣削量的工件的加工设备,也适合通俗模具的开粗 数控卧式加工中心是目前机
械加工企业中的重要设备,根据主轴的安装形式可分为立式加工中心和卧式加工中心。卧式加工中心的主轴轴线与工作台平行设置,主要适用
于加工箱体类零件,是加工中心里应用较多的一类。东莞匠赢机械科技数控卧式加工中心是指主轴轴线与工作台平行设置的加工中心,主要适
用于加工箱体类零件。他的工作原理是工件在加工中心上经一次装夹后,电脑能自动选择不同的 ,自动改变机床主轴转速,依次完成工件
多个面上多工序的加工。他的优势是能够大大提高生产效率,但是占地大、成本高。数控卧式加工中心工作台采用4个定位锥块作精准定位,配
合锥块面的吹气与油压拉杆,使工作台的刚性与精度保持高稳定性。可选配高效率的自动交换工作台,工作台定位精度1度或0.001度(选配)
。雕铣机用于完成较小铣削量,小型模具的精加工。一般以为:加工中间、雕铣机既可以做产品,也能够做模具。5、立式加工中间能进行重切
削,由于移动局部同样复杂年夜卧式加工中心 卧式加工中心指主轴为水平状态的加工中心,通常都带有自动分度的反转展转工作台,它一般具
有3~5个运动坐标,常见的是三个直线运动坐标加一个反转展转运动坐标,工件在一次装卡后,完成除安装面和顶面以外的其余四个概况的加
工,它龙门五轴加工中心适合加上箱体类零件.




