厂商 :东莞市精恒五金配件行
地址 :广东 东莞主营产品 :顶针 量具工具 石墨镶件 模具配件 模具磨料 有色金属 司筒模具钢材 制模工具
联系电话 :13537315551
| 加工定制 | 否 | 样品或现货 | 现货 |
| 是否标准件 | 标准件 | 标准编号 | 1-13 |
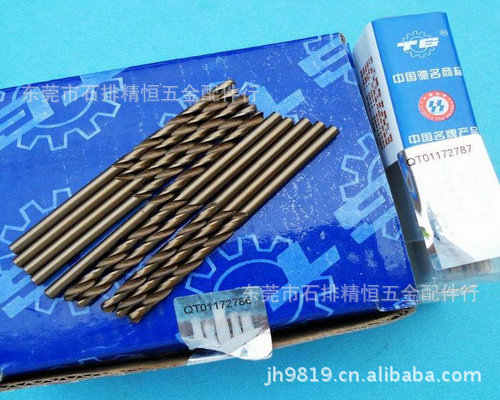
| 是否进口 | 否 | 品牌 | 天工 (TG牌) |
| 型号 | 齐全 | 材质 | 含钴高速钢 |
| 类别 | M35高钴钻头 | 直径 | 1-13(mm) |
| 全长 | 1-13(mm) | 是否库存 | 库存 |
| 是否批发 | 批发 |