厂商 :台州市黄岩新视觉塑模有限公司
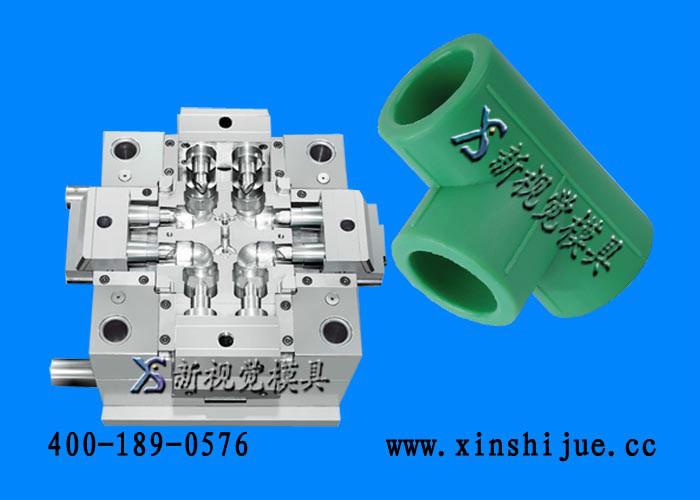
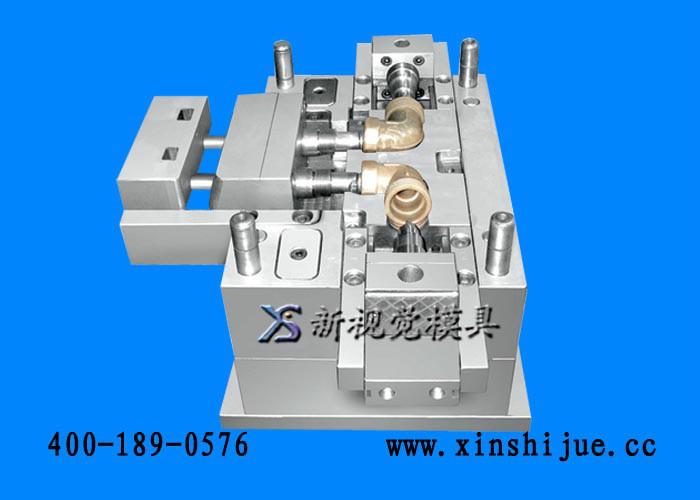
地址 :浙江 台州主营产品 :注塑管件模具 建材管件模具 塑料管件模具 五金管件模具 PVC管件模具 PPR管件模具 PE管件模具 PERT管件模具
联系电话 :13326038505


台州市黄岩新视觉工贸有限公司坐落于美丽富铙的海滨城市-黄岩,此地环境优美,交通十分便捷,经济发达。尤其是模具产业更为成熟,素有中国模具之乡之美誉,在国内外享有盛名!我公司在这美好的环境里一直以新的角度,新的理念专注塑料模具的制造多年的发展,目前已成为本地最专业的模具厂家之一。为模具注入生命,为你打造省心的塑料排水管件/ppr管件模具,PE管件模具,pvc管件模具,PE/ppr管件模具模具相关参数模架:龙记标准模具标准件:锦鸿标准管件模具型腔、型芯材料:P20管件模具出数:1出2模具流道系统:使用冷流道模具周期:40天。 台州黄岩浙江新视觉模具是一家专业从事管件模具制造企业,公司本着技术、质量来衡量,合理造价,真诚与客生产管件模具厂家。浙江新视觉模具目前年生产能力达到1000套大中小日用品模具的生产能力,特别是排水管件/ppr管件模具,PE管件模具,pvc管件模具浙江新视觉公司发展至今,已有十年历程,风雨十年,艰辛十年,奋斗十年,让浙江新视觉公司越发具有生命力!我们的使命:通过塑模科技,为模具注入生命,为你打造省心管件模具。
设备技术
模具流程:审图---备料---加工---模架加工---模芯加工---电极加工---模具零件加工---检验---装配—飞模---试模---生产
加工设备:数控加工中心、数控电火花、数控车床、数控钻床、高速数控精雕、数控线切割等高精度先进加工设备
加工能力:模具设计、模具制造及注塑成型加工
模具材料:P20,718,718H,2738,2316,S136等等多种材料供您选择,模架:45#预硬> 30 HRC
冷却系统:优化设计的循环流水,提高生产效率,降低您的成本
中期处理:调质,提高硬度。
后期处理:氮化(氮化处理温度低,变形很小,不再需要进行淬火更具有很高的表面硬度(大于HV850)及耐磨性)
模具寿命:P20正常使用不低于50万模次,经过我们的技术处理高达80万模。
设计流程
对每一副模具我们新视觉都有一套完整的,精密的技术要求以及制造理念:
1、成型零件设计
赋予成型材料形状、结构、尺寸的零件,通常由型芯(凸模)、凹模型腔以及螺纹型芯、镶块等设计。
2、浇注系统设计
它是将熔融塑料由注射机喷嘴引向闭合模腔的通道,通常由主流道、分流道、浇口和冷料井组成。
3、导向部件设计
为了保证动模与定模闭合时能够精确对准而设置的导向部件,起导向定位作用,它是由导柱和导套组成的,有的模具还在顶出板上设置了导向部件, 保证脱模机构运动平稳可靠。
4、脱模机构设计
实现塑件和浇注系统脱模的装置,其结构形式很多,最常用的有顶杆、顶管、顶板及气动顶出等脱模机构,一般由顶杆、复位杆、弹弓、顶杆固定板、顶板(顶环)及顶板导柱/导套等组成。
5、抽芯机构设计
对于有侧孔或侧凹的塑件,在被顶出脱模之前,必须先进行侧向抽芯或分开滑块(侧向分型),方能顺利脱模。
6、模温调节系统设计
为了满足注射成型工艺对模具温度的要求,需要有模温调节系统(如:冷却水、热水、热油及电热系统等)对模具温度进行调节的装置。
7、排气系统设计
为了将模腔内的气体顺利排出,常在模具分型面处开设排气槽,许多模具的推杆或其它活动部件(如:滑块)之间的间隙也可起到排气作用。
8、其它结构零件设计
是指为满足模具结构上的要求而设置的零件(如:固定板、动/定模板、撑头、支承板及连接螺钉等)。
产品参数
模具名称:管件模具
模具尺寸:800*700*500(具体看产品)
成型周期:30-100秒(看产品)
模具寿命:80-300万次
注塑机型号:220t
脱模方式:自动脱模
工序组合类型: 单工序模
模具安装方式: 固定式模具
成形方式: 注射成型模
包装方式:木箱
加工周期:30-45天
模具保养及售后服务
模具保养比模具维修更为重要,模具维修的次数越多,其寿命越短;而模具保养得越好,其使用寿命就会越长。模具保养主要分三点:
1.模具的日常保养:各种运动部件如顶针、行位、导柱、导套加油,模面的清洁,运水的疏道,这是模具生产时每天要维护的。
2.定期的保养:定期保养包括日常保养之外还要排气槽的清理,困气烧黑位加排气,损伤、磨损部位修正等。
3.外观保养:模胚外侧涂油漆,以免生锈,下模时,定模动模应涂上防锈油,模具保存时应闭合严实,防止灰尘进入型腔。
4.运输方式:在模具出运前必须装上锁模片,包装坚固、防锈,物流运输
5.售后服务:模具免费保修1年。24小时全天免费技术服务电话