
厂商 :河北沧圣管件制造有限公司销售部
地址 :河北 沧州主营产品 :电厂配件 法兰 承插管件 弯头 异径管 其他管件 保温管件 三通
联系电话 :13323173546
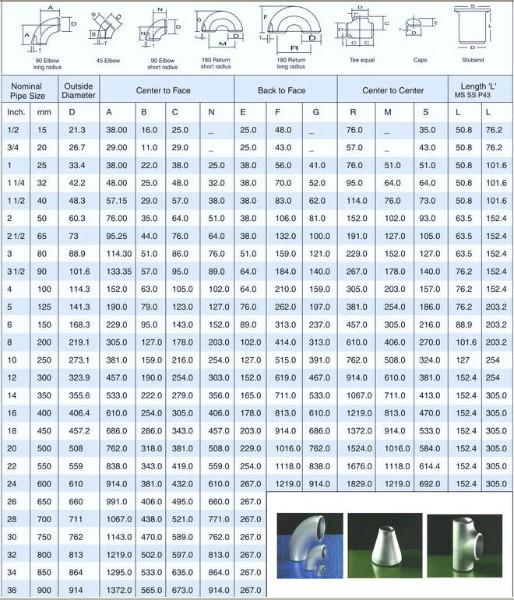
焊接弯头即为“虾米弯”,它可在管道上或钢板上切割下料后焊制而成,其规格可为很大。弯的节数与弯曲半径由制作者自由确定。焊接弯不很圆顺,两者的弯曲半径均不大,一般为管道直径的1倍左右。焊接弯头的分类方法,按它的曲率半径来分,45度弯头可分为长半径弯头和短半径弯头。长半径弯头指它的曲率半径等于1.5倍的管子外径,即R=1.5D.短半径弯头指它的曲率半径等于管子外径,即R=D。公式中的D为弯头直径,R为曲率半径。最常用的是为1.5D的弯头,如果在合同中没有注明是1D或者1.5D,那么是要优化选用1.5D的。我国最常用的执行标准:GB/T12459-2005,GB/13401-2005,GB/T10752-1995.
| ·产品名称: | ·焊接弯头 |
| ·产品规格: | ·18mm-2220mm |
| ·壁厚尺寸: | ·≥2mm, 壁厚可以按照要求制造。 |
| ·弯曲角度: | ·30度,45度,60度,90度,180度,可按照要求制造。 |
| ·产品材质: | ·碳钢,合金钢,不锈钢。 |
| ·包装方式: | ·托盘,木箱,袋装,散装。 可以按照客户要求特殊包装。 |
| ·运输方式: | ·配货,单车。 视货物数量而定。 |
| ·产品用途: | ·海洋、石油、石化、船舶、电力、热力、天然气、制药、乳 品、 啤酒、饮料、水利等工程。 |
|
注:碳钢:20#、A3、Q235、16Mn、ASTM A234、ASTM A105等。 合金钢:P5、P9、P11、P22、P92、12Cr1MoV、15Mo3、15CrMo、Cr5Mo、Cr9Mo、 15CrMoG、22CrMoG、10CrMo910等。 不锈钢:1Cr18Ni9Ti、0Cr18Ni9、00Cr19Ni10、00Cr17Ni14Mo2、301、310、304、 304L、18-8、321、316、316L、2520等。 |
|
焊接弯头是用管弯制而成,可以焊接,所以称为焊接弯头,并不是指它自身有焊缝,事实上恰恰相反,焊接弯头由于是用直管冲压弯曲而成,考虑到结构受力问题一般使用无缝管。而不是焊接管。,而所谓的无缝弯头是铸件,不可焊接,它可在管道上或钢板上切割下料后焊制而成,其规格可为很大。弯的节数与弯曲半径由制作者自由确定。焊接弯不很圆顺,两者的弯曲半径均不大,一般为管道直径的1倍左右。焊接弯头的分类方法,按它的曲率半径来分,可分为长半径弯头和短半径弯头。长半径弯头指它的曲率半径等于1.5倍的管子外径,即R=1.5D.短半径弯头指它的曲率半径等于管子外径,即R=D。公式中的D为弯头直径,R为曲率半径。最常用的是为1.5D的弯头,如果在合同中没有注明是1D或者1.5D,那么是要优化选用1.5D的。我国最常用的执行标准有GB/T12459-2005,GB/13401-2005,GB/T10752-1995。我公司弯头主要产品有碳钢弯头、不锈钢弯头、合金钢弯头、对焊弯头、压制弯头、国标弯头、电标弯头、厚壁弯头、无缝弯头、焊接弯头、长半径弯头、短半径弯头、承插弯头、美标弯头、船标弯头、热压弯头、推制弯头等!
焊接弯头管件因其制造工艺不同,又分为热轧(挤压)焊接弯头管件和冷拔(轧)焊接弯头管件两种。冷拔(轧)管又分为圆形管和异形管两种。现将其工艺流程简单介绍如下:一.冷拔(轧)焊接弯头管件:圆管坯→加热→穿孔→打头→退火→酸洗→涂油(镀铜)→多道次冷拔(冷轧)→坯管→热处理→矫直→水压试验(探伤)→标记→入库。冷拔(轧)无缝钢管的轧制方法较热轧(挤压焊接弯头管件)复杂。它们的生产工艺流程前三步基本相同。不同之处从第四个步骤开始,圆管坯经打空后,要打头,退火。退火后要用专门的酸性液体进行酸洗。酸洗后,涂油。然后紧接着是经过多道次冷拔(冷轧)再坯管,专门的热处理。热处理后,就要被矫直。钢管经矫直后由传送带送至金属探伤机(或水压实验)进行内部探伤。若钢管内部有裂纹,气泡等问题,将被探测出。钢管质检后还要通过严格的手工挑选。钢管质检后,用油漆喷上编号、规格、生产批号等。并由吊车吊入仓库中。二.热轧(挤压焊接弯头管件):圆管坯→加热→穿孔→三辊斜轧、连轧或挤压→脱管→定径(或减径)→冷却→矫直→水压试验(或探伤)→标记→入库
轧制焊接弯头管件的原料是圆管坯,圆管胚要经过切割机的切割加工成长度约为一米的坯料,并经传送带送到熔炉内加热。钢坯被送入熔炉内加热,温度大约为1200摄氏度。燃料为氢气或乙炔。炉内温度控制是关键性的问题.圆管坯出炉后要经过压力穿孔机进行穿空。一般较常见的穿孔机是锥形辊穿孔机,这种穿孔机生产效率高,产品质量好,穿孔扩径量大,可穿多种管件。穿孔后,圆管坯就先后被三辊斜轧、连轧或挤压。挤压后要脱管定径。定径机通过锥形钻头高速旋转入钢胚打孔,形成管件。管件内径由定径机钻头的外径长度来确定。管件经定径后,进入冷却塔中,通过喷水冷却,管件经冷却后,就要被矫直。管件经矫直后由传送带送至金属探伤机(或水压实验)进行内部探伤。 需要再说明的是切断,要求一定采用切管机,再有锯床,大一些的规格就采用火焰切割。无论采用什么方法,一定要保证管端平直、无毛刺、定尺准确。否则,在推制过程中,管端容易破裂。推制这方面的技术问题,在于工具设计。若设计的好,推出来的型比较正,基本符合要求。有的废品较多,主要是由于工具问题。设计主要是凭经验。还需要有经验的工人不断修磨,才能投入正常使用。工具很重要。另外,推制现在都采用液压的推制方法。液压推制速度可调。大弯头与小弯头的推制速度是不同的,加热速度也不相同。另外用液压推制的变形也比较平稳。现在机械推制的方法已经不很多了,加热也比较重要。老式的加热采用煤气炉,把管子加热,现在都改用中频加热。约在70年代以后我国的这种加热方式才过关。这种方法温度比较好控制,加热也比较均匀。通过调节线圈的个数来控制加热温度。若是烧咀,就不太好控制。另外推制前要预热。芯棒预热后再固定管子。中频加热技术的采用对弯头生产是很大的进步,产量、质量都有很大提高。
为创建精品品牌,提高企业知名度,树立企业形象,我们本着“一切追求高质量,用户满意为宗旨”的精神,以“最优惠的价格、最周到的服务、最可靠的产品质量”的原则向您郑重承诺: 对使用我厂产品的用户,我们负责讲解管件有关常识。对用户提出的有关质量问题,我们保证,市内用户不超过24小时到位,省内用户我们为72小时,省外用户我们要求不超过5天派专业人员前往解决。产品实行三包,在使用寿命周期内出现的产品质量问题,经检验确属本厂质量问题的我们实行三包。我们愿以诚信经营理念、优良的产品、合理的产品价格、为用户提供100%满意售后服务。
售前服务承诺:①提供特殊需求产品设计、制造,满足客户的个性化需要。②公司严格按着合同约定安排生产、发运,保证按着合同约定时间供货。
售后服务承诺:①对售出产品实行三包,在三包期内,如出现由产品制造质量引起的问题工厂包修、包换、包退;对由于其它原因造成的问题,工厂积极协助用户解决问题,以保证产品及时投运,把事故损失降低到最低程度。②坚持质量第一、用户至上的原则,随时听从用户的召唤,我厂保证在接到用户通知的24小时内给予答复。








