湖北鑫正来自动化有限公司 鑫正来一次性打包盒机器一次性外卖餐盒生产加工机械
1:一次性餐具简介
一次性餐具原材料为食品级的PP聚丙烯原料颗粒,通过高分子渗透和微生物分解技术,有效地将绿色环保理念融入产品之中,有效地去除了塑料中有害成分。一次性餐具已由泡沫饭盒转向环保饭盒,原来的泡沫饭盒由于不耐高温,且制作过程对环境造成破坏被淘汰,取而待之的有塑料饭盒,纸制饭盒,木制饭盒,降解饭盒等等。其中,塑料具有毒性较低、熔点较高、可塑性强、生产简便及相对成本较低等特点,因而成了制造一次性餐具的主流材料。PP聚丙烯,具有机械性能和热性能,适合饭菜的包装。
一次性餐具采用的是全自动化的生产工艺流程:自动出产品,无需人工取件,产品成型速度快,安全性能高,一人可看守多台设备。食品级的食品级的PP聚丙烯原料颗粒通过一次性餐具模具和精密一次性餐具设备经过260度高温一次注塑成型之后,经紫外线杀菌消毒后上自动流水无菌包装而成。这种仿一次性餐具款式新颖、健康环保、质地轻盈、抗击撞力、耐受压性等特点,优于同类塑料制品的2—5倍,其耐温性能高至120℃,低至-20℃。其设计样式简约统一,更便于餐饮行业规范餐具的使用与管理。
用塑料制成的一次性餐盒主要有PP聚丙烯和PS两种,均无毒牲,无味无嗅,PP较柔软,一般PP使用温度是 -6度至+120度,所以特别适合盛装热饭热菜,可在微波炉里加热,甚或可在蒸气柜里蒸煮,改性的PP其使用温度可控制在 -18度至+110度,这种PP所制成的饭盒除了可加热至100度使用外,更可放入冰箱冷藏使用。
2:公司政策及优势
A:全套设备:公司提供全套生产设备,模具,辅助设备,原材料厂家电话。
B:协助销售:打包盒现在市场需求量大,需要产品的人多,公司根据客户所在地附近周围需要购买一次性餐具的人员联系,直接将厂家电话提供给他们,让他们在附近厂家直接拿货销售,或代理,协助生产厂家销售。
C:质量保证:本公司提供的生产设备一年保修,终生维护,模具800万模保修,保障产品质量,让客户无后顾之忧,放心生产。
D:一站式服务:该项目所需要用到的东西,公司可全部提供,设备和模具自己车间生产,辅助设备公司找专业生产厂家定制生产,配套提供给客户。原材料,包装机,免费提供技术,送货上门,派专业技术人员上门指导,指导厂家技术人员学会操作为止,质量全国联保。
E:产品定制:一次性餐具产品种类繁多,样式千万,均可根据客户要求模具定制生产,目前市场上一次性餐具样式主要有:圆形,方形,正方形,美式,多格,三格,四格,五格,各种样式都可以定制。目前公司生产的一次性餐具壁厚在0.3CM左右,重量产不多在市场算很轻的,这样既能保障厂家利益,客户又能接受情况下,两全其美。
3:一次性餐具应用范围
一次性餐具在以前主要是采用纸质,泡沫等原材料,随着社会的不断进步,行业的发展,外卖的兴起,传统的打包方式已经跟不上潮流,被淘汰,纸质和泡沫的打包盒没有密封,保温,便于携带功能。在这种情况下,一次性餐具出现了,他采用食品环保级PP原料聚丙烯一次性注塑成型,主要有长方形和圆形,密封性好,装饭菜,装汤不泄漏,和外卖天合之配。目前主要应用于,饭店打包,外卖配送,火车动车上水果容器,已经菜市场装熟食,家里剩菜剩饭打包放进冰箱。一次性餐具款式新颖、健康环保、质地轻盈、抗击撞力、耐受压性好。包装:塑料作为一种新型包装材料,在包装领域中已获得广泛应用.例如各种中空容器、注塑容器(周转箱、集装箱、桶等).包装膜、编织袋、泡沫塑料、捆扎绳和打包带等。

4:一次性餐具设备的气辅注塑工艺的应用
一、气辅注塑的原理
利用高压气体(氮气)注射到熔融的塑胶中形成真空截面并推动融料前进,实现注射、保压、冷却等过程。由于气体具有高效的压力传递性,可使气道内部各处的压力保持一致,因而可消除内部应力,防止产品变形,同时大幅度降低模腔内压力,因此在成型过程中不需要很高的锁模力,还可以减轻产品重量、消除缩痕等。
二、气辅设备
气辅设备包括气辅控制单元和氮气发生装置。它是独立于一次性餐具加工机械设备外的另一套系统,其与一次性餐具加工机械设备的接口是注射信号连接线。一次性餐具加工机械设备将一个注射信号注射开始或螺杆位置传递给气辅控制控制单元之后,便开始一个注气过程,等下一个注射过程开始时给出另一个注射信号,开始另一个循环,如此反复进行。
气辅注塑所使用的气体必须是气体(通常为氮气),气体高压为35MPa,特殊者可达70MPa,氮气纯度≥98%。
气辅控制单元是控制注气时间和注气压力的装置,它具有多组气路设计,可同时控制多台一次性餐具加工机械设备的气辅生产,气辅控制单元设有气体回收功能,尽可能降低气体耗用量。
三、气辅工艺控制
1.注气参数
气辅控制单元是控制各阶段气体压力大小的装置,气辅参数只有
两个值:注气时间(秒)和注气压力(MPa)
2.气辅注塑过程是在模具内注入塑胶熔体的同时注入高压气体,熔体与气体之间存在着复杂的两相作用,因此工艺参数控制显得相当重要,各参数的控制方法如下:
a 注射量
气辅注塑是采用所谓的“短射”方法,即先在模腔内注入一定量的料(通常为满射时的70-95%),然后再注入气体,实现全充满过程。熔胶注射量与模具气道大小及模腔结构关系大。气道截面越大,气体越易穿透,掏空率越高,适宜于采用较大的“短射率”。这时如果使用过多料量,则很容易发生熔料堆积,料多的地方会出现缩痕。如果料太少,则会导致吹穿。如果气道与流料方向完全一致,那么有利于气体的穿透,气道的掏空率大。因此在模具设计时尽可能将气道与流料方向保持一致。
b 注射速度及保压
在保证制品表现不出现缺陷的情况下,尽可能使用较高的注射速度,使熔料尽快充填模腔,这时熔料温度仍保持较高,有利于气体的穿透及充模。气体在推动熔料充满模腔后仍保持一定的压力,相当于传统注塑中的保压阶段,因此一般讲气辅注塑工艺可省却用一次性餐具加工机械设备来保压的过程。
但有些制品由于结构原因仍需使用一定的注塑保压来保证产品表现的质量。但不可使用高的保压,因为保压过高会使气针封死,腔内气体不能回收,开模时极易产生吹爆。保压高亦会使气体穿透受阻,加大注塑保压有可能使制品表现出现更大缩痕。
c 气体压力及注气速度
气体压力与材料的流动性关系大。流动性好的材料(如PP)采用较低的注气压力。
气体压力大,易于穿透,但容易吹穿;气体压力小,可能出现充模不足,填不满或制品表面有缩痕;注气速度高,可在熔料温度较高的情况下充满模腔。对流程长或气道小的模具,提高注气速度有利于熔胶的充模,可改善产品表面的质量,但注气速度太快则有可能出现吹穿,对气道粗大的制品则可能会产生表面流痕、气纹。
d 延迟时间
延迟时间是一次性餐具加工机械设备射胶开始到气辅控制单元开始注气时的时间段,可以理解为反映射胶和注气“同步性”的参数。延迟时间短,即在熔胶还处于较高温度的情况下开始注气,显然有利于气体穿透及充模,但延迟时间太短,气体容易发散,掏空形状不佳,掏空率亦不够。
四、气辅模具
气辅模具与传统注塑模具无多大差别,只增加了进气元件(称为气针),并增加气道的设计。所谓“气道”可简单理解为气体的通道,即气体进入后所流经的部分,气道有些是制品的一部分,有些是为引导气流而专门设计的胶位。
气针是气辅模具很关键的部件,它直接影响工艺的稳定和产品质量。气针的核心部分是由众多细小缝隙太大会被熔胶堵塞,出气量反而下降。
五、气体辅助注射成型工艺过程
气体辅助注射成型的工艺有四个步骤 首先树脂充模:模具部分地被熔体填充。
第二步气体充模:氮气根据要求注入到热的熔体中。气体在高温低压区域流动迅速。气体流动的方向通常是阻力的方向。根据设计,气道要放在便于引导气体到低压区域的地方。用压力气体代替的塑件中厚截面处的热熔融物料,用该压力气体来完成塑料的填充;
第三步气体保压:由于熔体和气体共同作用,在模具填充之后,氮气留在塑件的气体流道内,它有足够的压力使塑件压实。随后树脂冷却和收缩,气体压迫道还没有凝固的树脂到收缩造成的空隙中。用保压压力来消除塑件表面上的缩痕,并且保证在下一个成型周期,模具有较好的表面质量,以成型表面质量好的塑件;
第四步气体排出:整个工艺过程中需要的所有气体,有开模之前必须排出。如果没有及时排出压力气体,会使塑件胀大甚至胀破。

5:厂房要求和产量
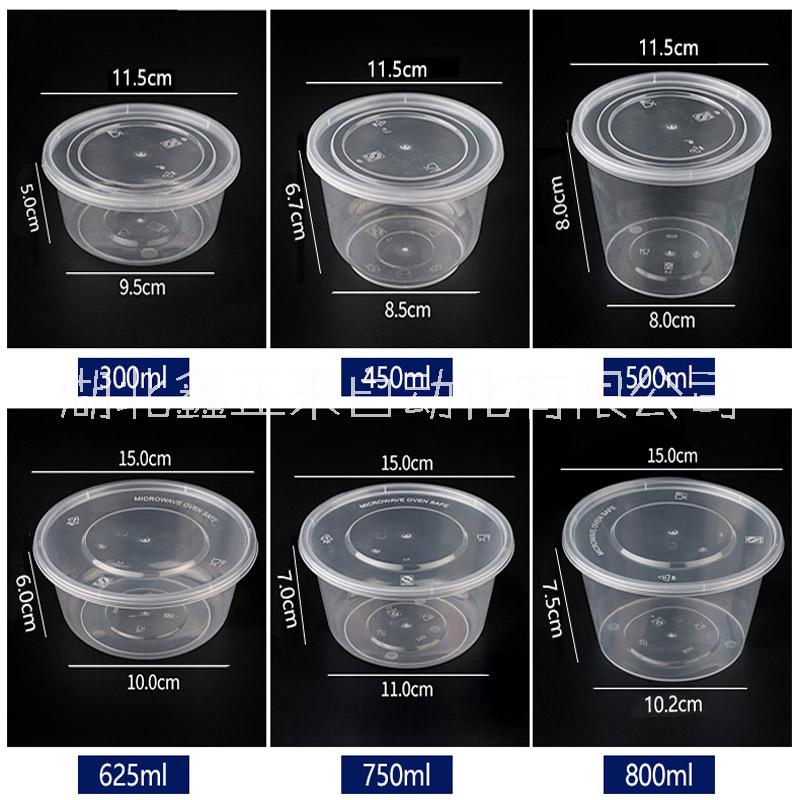
一次性餐具生产设备一般为长方形,长度7米左右,宽度2米左右,高度2米左右,设备占地七八平米左右,一次性餐具设备的型号主要有320吨、360吨、450吨这三种应用广泛的型号。生产车间设备200平米就差不多,加上堆放货物仓库,原材料,休息室等,厂房有1000平米够了,当然,随着后续发展,厂家扩大生产规模,厂家也要随着扩大。目前市场上一次性餐具销售的方形规格有:500ML、750ML、1000ML这三种用量多。圆形的规格有:500ML、750ML、1000ML、1250ML、1500ML、1750ML、2000ML、2500ML、3000ML、3500ML、4000ML、4500ML、4800ML等,圆形规格比方形要多。500毫升的用320吨设备生产可以做一出六,每天产量大概有12万个左右,750-1000毫升采用360吨设备生产一出四,每天产量大概有3-4万套左右。1250-1750毫升采用320吨设备生产一出二,每天产量大概有2万套左右,2000-3500毫升采用360吨设备一出二,每天产量大概1.5万左右,4000-4800毫升采用320吨设备生产一出一,每天产量1万个左右。上面所有型号也可以采用450吨设备生产,产量还要多,客户根据自己实际情况来,销量大小,购买哪种型号设备适合。
6:

生产标准
一次性餐具国标GB18006,1-2009标准生产,符合国家食品质量安全。采用注塑成型机自动化设备,一次性成型,在模具型腔内经过200多度高温杀毒,产品生产出来后直接封箱;实现从生产到包装的无菌、无尘化操作,做到干净卫生,质量过关。
一次性餐具生产过程中采用循环用水,水跟模具接触,冷却模具温度,使产品快速冷却,降低生产时间,没有废水排放,全国各地都有不同的优惠政策,国家提倡鼓励消费者投资生产,按目前国家规定办理QS证简单,只需2个部门即可,一,到环保局出环评(因为该产品是绿色环保),二 到质量监督局送样等报告即可发放SC证。办理生产许可证费用,主要是对厂房要求无尘车间,车间按照国家要求进行装修。
7:公司愿景
随着社会的快速发展,人们生活水平不断提高,健康卫生情况是大家重视和关心的,现在人们出门饭店吃饭,朋友家做客,均希望用一次性使用的餐具,不用重复清洗,无交叉感染,公司愿景为大家提供干净卫生,健康环保,大方美观的产品使用。我们会一直不断的努力和创新,研发和改进,做出大家喜欢的一次性餐具产品。










