厂商 :江苏誉谋企业管理咨询有限公司
地址 :江苏 连云港市主营产品 :现场管理 生产计划 薪酬体系 绩效考核
联系电话 :18912158750

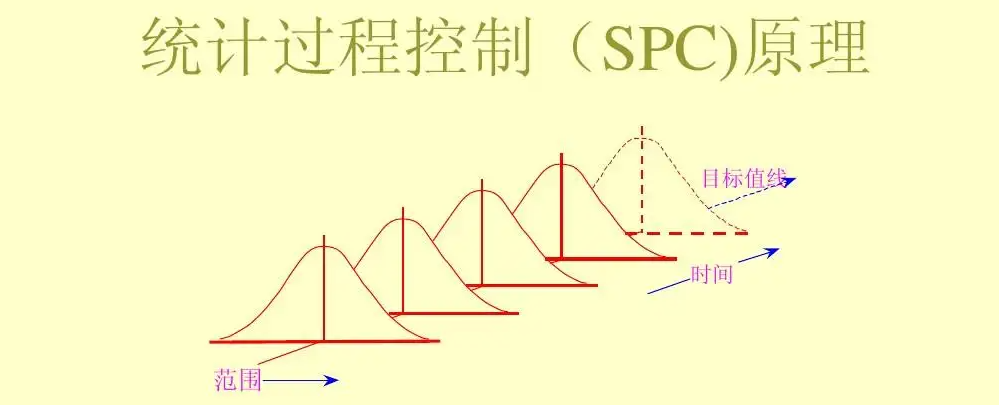
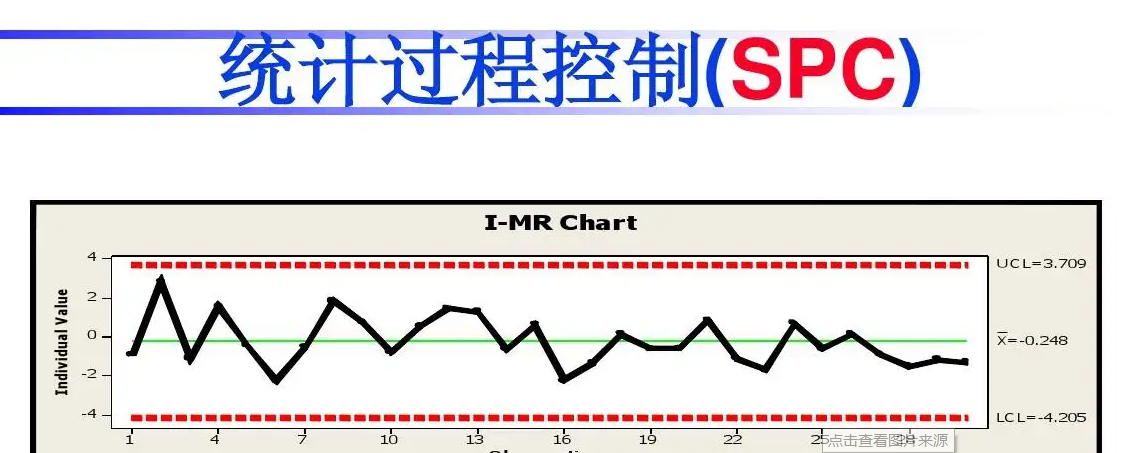
SPC(统计过程控制) 现代质量控制的实践表明,质量控制的重点在于过程质量的控制。在控制方法上,休哈特博士的SPC控制图仍然是统计过程控制中很重要的方法。 一、统计过程控制的概念 统计过程控制(SPC)是用于监视过程、识别特殊原因变异并在适当的时候发出需要采取纠正措施信号的方法。它的特点是应用数理统计的方法,分析过程的样本统计数据,从而提高过程的效能。。 图片 二、统计过程控制的实施步骤 (1)进行SPC方法的培训 (2)确定关键质量因素 ①对每一道工序都要进行分析,找出对产品质量影响大的因素。 ②找出关键因素后,列出工序流程图,即在图中按工艺流程顺序将每道工序的关键因素列出。 (3)提出控制标准 ①对每个关键因素进行详细分析。 ②对每个关键因素确定控制标准,并填写工序控制标准。 (4)编制操作手册 (5)工序过程监控 (6)过程诊断和控制 ①可以运用传统的质量管理方法,如新老7种工具进行分析。 ②应用过程诊断理论,对过程进行分析与诊断。 ③根据分析和诊断结果,采取措施对过程实施控制。 图片 三、控制图类型 控制图分为两大类,即计量值控制图和计数值控制图。常用的计量值控制图有平均值-极差控制图、平均值-标准差控制图、中位数-极差控制图、单值-移动极差控制图。常用的计数值控制图有不合格品率控制图、不合格品数控制图、单位缺陷数控制图、缺陷数控制图。 1. 计量值控制图的绘制 以平均值-极差控制图(x-R)为例 x控制图反映样本平均值随时间的变化,用于监控生产过程的中心变动趋势。 x控制图的控制上限:图片 x控制图的中心线:图片 x控制图的控制下限:图片 R控制图反映样本的极差随时间的变化,用于检查生产过程的离散程度。 R控制图的控制上限:UCLR=D4R R控制图的中心线:CLR=R R控制图的控制下限:LCLR=D3R 2. 计数值控制图的绘制 (1) 不合格品率控制图(p控制图),p控制图是用来控制要考察的特征单位比率的图,适用于每组样本含量n不固定的情况。 ①中心线CL=P=∑Pn∑n ②控制上限UCL=P+3图片 ③控制下限LCL=P-3图片 (2) 不合格品数控制图(np控制图),当样本容量固定,且在50~100之间时,通常采用np控制图。np控制图与p控制图有相同的作用,不同的是np控制图用来控制拥有相同特征的单位数目而不是比率。 ①中心线CL=Pn ②控制上限UCL=Pn+3图片 ③控制下限LCL=Pn-3图片 3.绘制p控制图或np控制图的步骤 ①预备数据。 ②统计各组的不合格品数。 ③计算控制界限。 ④画控制界限并打点描线。 ⑤判稳/判异。 图片 四、控制图的观察和分析 1.判稳原则,即过程处于受控状态的判断 在点随机排列的情况下,符合下列条件之一,则判稳: ①连续25个点,界外点数d=0; ②连续35个点,界外点数d≤1; ③连续100个点,界外点数d≤2。 所有点都落在控制界限内,排列无明显规律性或趋势性;位于中心线两侧的点数基本相同;有约2/3以上的点落在中心线附近;越接近控制界限,点越稀疏;越接近控制中心线,点的密度越大。 2.判异准则,即过程处于失控状态的判断 判异准则主要分为两类:点出界判异和界内点排列不随机判异。从表现形式来看,主要分为以下几类: ①样本点出界; ②多个样本点接近边界; ③样本点明显单侧分布; ④样本点连续上升或下降; ⑤样本点呈现周期性波动。 通过介绍统计过程控制SPC技术和控制图的设计原理、判别准则及分类,可以了解到控制图对于组织分析和监控的作用。这几乎是每一个生产类型企业实施质量管理的有效措施。 现场管理、成本管控、质量管理